BLUM measuring components prove to be a game-changer for Mississippi job shop.
For a lot of job shop owners, large capital equipment purchases can be intimidating undertakings. Choosing which new machining centers to buy with all the suppliers in the market touting their own promise of return on investment (ROI) figures - actual calculation of that ROI, is not always so clear-cut. Acquisition, operating, maintenance and decommissioning costs can all affect a machine’s true ROI calculation, not to mention, that the machine is only part of a complete solution. Here’s how one small shop owner upgraded his facility and equipment with state-of-the-art machinery and accessories resulting in a clear return on investment. As a result, the company is now a lean machine shop benefiting from quick setups and high-precision output.
Background
Based in Batesville, Miss., Magnolia Tooling is a privately held shop. Owner Jonathan Johns heads the seven-person team. His latest hire joined the company five years ago, but otherwise, Johns’ employees are the same as when Magnolia opened its doors for business in 1998.
Johns started his business with a manual mill and a grinder, a surface grinder and manual lathe. Steadily, Magnolia has added new equipment such as EDM machines, heat treat ovens, vertical milling machines and CNC lathes, to grow with its customers.
Over the years, Magnolia has found a niche in the automotive industry and the majority of its work is for automotive suppliers. Magnolia doesn’t actually machine parts that go into cars, but the tooling fixtures that make them. In fact, one customer who makes automated manufacturing machines has relied on Magnolia since its founding. In nearly 20 years, that includes good and not-so-good economic times. Today, many of Magnolia’s clients are so comfortable with their working relationship; they just send Johns a print, tell him they need four, send a quote and get started.
Challenge
While it’s clearly an advantage to have a roster of satisfied customers, today’s market is still competitive, and that puts pressure squarely on suppliers. A part can only be sold for the same money so find a way to make it faster and less expensive.
But Johns has found consistency and fast turnaround is rewarded over the long run with repeat orders. “We’ve always bent over backwards to meet their deadlines and give them what they need when they need it.” And it’s gratifying to have positive feedback as Johns explains, “I've had engineers say, ‘Jonathan, when we pick up the phone and tell you that we want this by next Wednesday, we don't have to worry if it's going to be here on time, or it's going to be right. We can forget about those details and move on.’”
At the same time, Johns knew for his business to move on to the next level he needed to invest in the future. When he took a hard look at his assets, he knew his vertical machines were getting old; were no longer very precise and showed increasingly more runnout. The spindles on the older machines were only four-inches in diameter and thermal growth would affect outcome on part tolerances. The excessive runnout they were observing meant reduced cutting ability and tool life.
Johns could see the future was already here. One customer they couldn’t serve did high-precision parts, but only one to three parts at a time. Magnolia couldn’t do so few parts because their machines wouldn't hold the tolerance and it took too much time to set up for such a short run.
But even for existing customers, Magnolia was spending precious time on getting it right. For example, typically Magnolia needed to turn a part three times during manufacturing for a customer. The process went like this: machine one side, turn it over, machine the next side, then turn it sideways and machine that side. Each time they did that, they needed to manually find the new surface. They were using feeler gauges and “johnny” blocks to confirm part placement and tool offset. The challenge was not only the slow manual setup, but Magnolia’s older machines were not that accurate requiring creative and time-consuming workarounds. They’d get within a half a thousandth or thousandth of where the part needed to be. Then, using a stealth move Magnolia calls “sneaking up on the part,” they’d make the part larger than called for. They would then cut it a second time, check it, and then cut it again until they had the right size.
A Better Way
 Through research and a network of trusted colleagues, Johns had become familiar with Makino. “I have a friend with a shop like mine that uses Makino,” John explains, “but he’s a lot larger. What’s funny is I actually trained him and then he started his own machine shop.” Now in a turnabout, the former student is doling out advice to the teacher to help Johns remain in the game. “One day he said, ‘Look, Jonathan, you need to go with Makino. Their machines are really good.’”
Through research and a network of trusted colleagues, Johns had become familiar with Makino. “I have a friend with a shop like mine that uses Makino,” John explains, “but he’s a lot larger. What’s funny is I actually trained him and then he started his own machine shop.” Now in a turnabout, the former student is doling out advice to the teacher to help Johns remain in the game. “One day he said, ‘Look, Jonathan, you need to go with Makino. Their machines are really good.’”
And that comment jump started Johns. In September 2015, discussions started with Tom Van Hersh, a Makino sales representative with Single Source Technologies. Van Hersh was upfront: No Makino machine unless Magnolia included the Blum TC50 Touch Probe and Blum LaserControl Micro Compact NT tool-setting laser. Recalls Johns, “Tom said,
“You can’t realize your investment if you’re going to continue an old-fashioned way of picking up parts and setting tools with jig blocks.’”
Magnolia bit the bullet, built on another 2,400 square feet of space, bought one PS95 and two PS65 Makino machines, and basically started over. The two machines represented a significant spend for a small shop. The probe and laser additions on each Makino added to the expenditure. Says Johns,
“The results, however, were worth it. We never had that kind of automation and now,” Johns notes, “I can’t imagine how we ever made it without them.”
Magnolia Tooling by the Numbers
Magnolia Tooling is a job shop and does a bit of everything; hardened steel, stainless and other materials. Johns runs small volumes between five to 15 pieces, sometimes just one piece, so there’s a lot of setup time. The three Makino PS 95 and PS 65 machines were installed in the first quarter of 2016. Magnolia Tooling installed the Blum accessories on all three Makino machines. The basic Makino machine design incorporates heavy cast-iron construction for stiffness, rigidity and precision, and includes a temperature-controlled spindle for precision and linear guideways for speed and performance.
Training and Support
Johns was also pleased with the technical support and training he received to run the lasers and probes. Edwin Kelfkens, a Blum Systems Integrator, installed them on the machine. Next, Johns explains, “Edwin gave us a two-hour, step-by-step overview. After that, Edwin said, ‘Okay, let’s go to work.’ Once you get the basic concept of how to use that probe and laser it’s easy Johns explained, “If we put four new tools in the machine, you pull up a program to re-measure tools 4, 8, 10, and 12. It'll automatically get them, check them and you're ready in three minutes.”
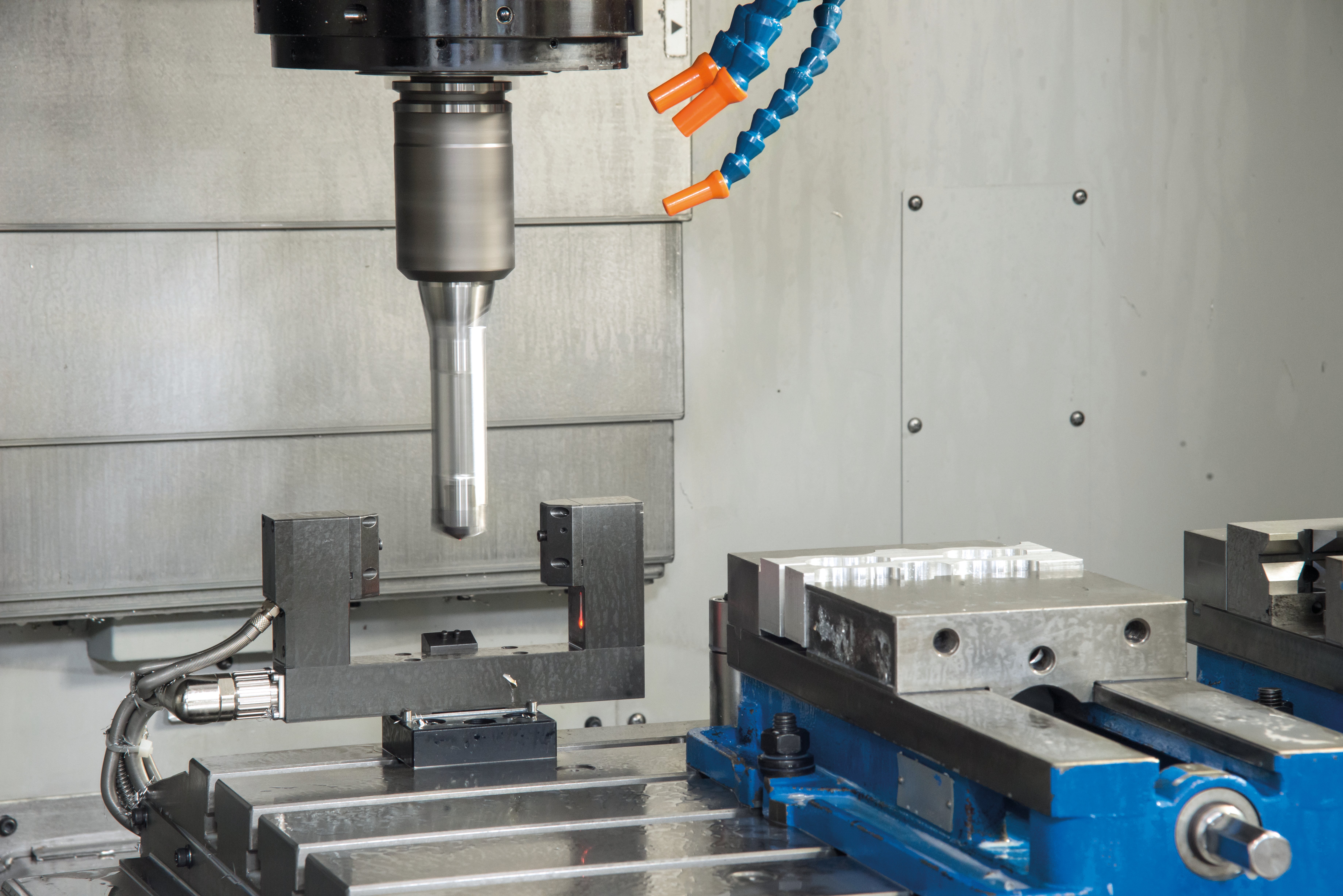
Although the Makino machines are super fast and accurate, they don't automatically sense part location or tooling in space. This is why Blum’s probes and lasers were suggested to be included. The Blum probe reduces setup time of a workpiece in a machine tool and can also be used to verify dimensions once the workpiece has been cut. The machine tool's coordinate system indicates the position of the workpiece within the machine’s envelop and records this location in the control's part parameters. The control uses this information along with tool dimension data to know exactly where the part is and how it is orientated in the machine.
The Blum laser operates in the same way, but by using light to measure the tool while rotating at actual cutting speed. This reduces setup time for tools specifically and can also be used after a cut to ensure the tool is not broken or worn. Any change in length, radius, or tool corner radius is automatically updated in the control, so accurate cuts are ensured.
Eyeballing Setup with Dead Accurate Results
Today, Magnolia simply eyeballs placement of the probe close to the part, hits start, and the probe automatically comes down and confirms the part’s location within seconds. “It’s great,” says Johns. “Now when we make a part, it’s perfect the first time. In one 10-hour day, three machinists might go through one to five different jobs each, so it's a lot of in and out, a lot of set up time.”
The Blum components are the new workhorses at Magnolia. “If you’re running 40 parts, you can tell it: after three parts take the probe and confirm this part.” The tolerance gets recorded in the program. If the Blum TC50 probe senses a problem, it will stop the machine or fix it. “The Blum tool setter can re-compensate the tool so we can go back and recut it to the right size.
The probe won't let you make a bad part, Johns notes, “It takes all the human error out of the process.”
Prior to integrating Blum’s lasers and probes, jobs could take up to 11 hours to run. With the new Makino machines using Blum part probes and tool setting lasers, Johns was surprised and pleased that they were able to knock four and a half hours off the total job. Bottom line: Magnolia was able to triple its capacity, delivering high-precision, small batch work to more customers.
The new spindles extend tool life and performance. “They're big,” Johns explains. “The heads are cooled. You can run the spindles at 14,000 RPM all day long and their heads stay at a constant temperature.” As a result, Magnolia Tooling isn’t buying as many end mills. Just a simple 15-percent improvement in tool life can reduce part cost by as much as 2 percent and that improved gross profit margin. “These new machines have nearly eliminated the grinding we used to do because they give you such a good surface finish,” Johns says. “We used to have to grind a 1-1/2 by 2-1/2 by 2-1/2 block. The Makinos will cut that whole block out, the sides, the top and it looks just like it's ground."
"We knocked 14 and half hours off of a 48 block job because we didn't have to go to the grinder any more.”
More Time, More Jobs
With increased efficiency, Johns went on the hunt for more work and new clients. With the new machines in place, Johns invited prospective customers to have a look. One of them, a maker of high-precision medical equipment, commented to Johns they hadn’t seen many small shops with Magnolia’s level of sophisticated equipment. “Once they looked at the shop and saw our machines had part probes and tool setting lasers, they said, ‘We’re going to give you a shot.’”
Now Johns is happy to share his experience. To those shop owners considering upgrading to higher-quality machine tools and automation systems, Johns concludes, “It seems hard to spend that much money to upgrade that far ahead, but if you have the work it will easily pay for itself in one year. “



